
Working with Acrylic
Support
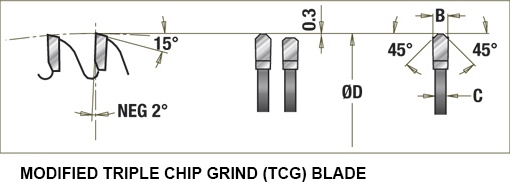
Cutting Acrylic on the Table Saw
Before start cutting acrylic sheets, always use sharp tools and blades. For cutting 4mm acrylic, we recommend using a carbide-tipped modified "Triple Chip Grind" (TCG) blade. The modified TCG blade produces less heat than a standard blade, leaving a crisp and smooth edge. Using the same blade, it’s also possible to cut 18mm acrylic, but with the resistance created by the thicker sheets, we generally recommend using our CNC machines.
With the modified TCG blade, you can use the following settings to produce great results:
- Cutting Speed: 3,000 m/min (9,000-10,000 sf/min)
- Clearance Angle: 10° - 15°
- Rake Angle: -2° - 5°
As with most cutting jobs, you’re looking for a feed rate that will allow the blade to cut through the acrylic at a smooth, even pace. If the feed rate is too fast you may get chipping at the edges. If the feed rate is too slow you may create too much friction and heat in the cutting area, and acrylic would suffer from thermal stress.
How to Drill Acrylic
To successfully drill our acrylic, proper bit setup is crucial. First, the tip angle should be somewhere between 60° and 90° degrees, not the 120° degree by default. Meanwhile, the rake angle should also be reduced. By changing rake and tip angle, a scraping effect is created. This helps prevent damage to the acrylic when the drill tip comes through the back of the sheet.
Here are all technical specifications:
- Bit Angle: 60° - 90°
- Rake Angle: 0° - 4°
- Clearance Angle: 0° - 3°
- Twist Angle: 12° - 16°
- Top Surface Speed: 10 - 60 m/min
- Feed Rate: 0.1 - 0.5 mm/rotation
Overall, the goal when drilling is to find the right combination between drill speed and feed rate. As with cutting, a low speed setting and high feed rate may lead to irregular chipping and drill hole blemishes. With a high speed and low feed rate, you’ll damage the acrylic by infusing melted chips. Even with an ideal setup, it’s important to manage the heat with a cooling and lubricating agent or compressed air application. Deeper drill holes in our 18mm sheets require a peck drilling process that allows the acrylic to periodically cool. This can be a time-consuming process. That’s why we are using machines with an automated peck drilling program at our manufacturing site.